
您的位置 - 產(chǎn)品世界 - 注吹中空成型機(jī)

附表:制品尺寸對應(yīng)的每模腔數(shù)(僅供參考)

| 直徑(mm) | 28 | 32 | 36 | 42 | 48 | 55 | 65 | 75 |
| 高(mm) | 55 | 75 | 80 | 85 | 90 | 100 | 110 | 125 |
| 中心距(mm) | 38 | 42 | 48 | 54 | 62 | 75 | 90 | 100 |
| 腔數(shù) | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 |
SZCX 160/45主要技術(shù)參數(shù)
| 注射機(jī)構(gòu) | Unit | Parameter |
| 螺桿直徑 | mm | 45 |
| 螺桿長徑比 | 22:1 | |
| 最大理論注射容積 | cm3 | 238 |
| 最大注射量(HDPE) | g | 160 |
| 塑化能力 | g/s | 40 |
| 螺桿最大行程 | mm | 150 |
| 螺桿轉(zhuǎn)數(shù) | rpm | 10~235 |
| 機(jī)筒加熱功率 | kw | 11.8 |
| 電熱控制區(qū) | Qty | 5 |
| 合模吹塑系統(tǒng) | ||
| 注模鎖模力 | kn | 450 |
| 吹模鎖模力 | kn | 78 |
| 開模行程 | mm | 120 |
| 最大回轉(zhuǎn)半徑 | mm | 456 |
| 塔臺提升高度 | mm | 60 |
| 最大模板尺寸 | mm | 480×370 |
| 最小模具厚度 | mm | 240 |
| 模具加熱功率 | kw | 3.6 |
| 脫模系統(tǒng) | ||
| 脫模行程 | mm | 215 |
| 空運(yùn)轉(zhuǎn)時間 | s | 3 |
| 驅(qū)動系統(tǒng) | ||
| 驅(qū)動電機(jī) | kw | 29.1 |
| 液壓系統(tǒng)壓力 | Mpa | 14 |
| 制品尺寸范圍 | ||
| 制品容積 | ml | 2-750 |
| 制品高度 | mm | ≤210 |
| 制品直徑 | mm | ≤100 |
| 其它 | ||
| 壓縮空氣壓力 | Mpa | 0.7~0.9 |
| 壓縮空氣排量 | m3/min | 0.4 |
| 冷卻水壓力 | Mpa | 0.3~0.4 |
| 裝機(jī)總功率 | kw | 44.5 |
| 工作功率 | 32~46% | |
| 外形尺寸 | mm | 3400×1540×2160 |
| 重量(約) | T | 5 |
用途
本機(jī)為一步三工位注吹中空成型機(jī),用于生產(chǎn)PE、PP、PS 、BAREX、PC、PVC為原料的藥瓶、食品及化妝品瓶等(如生產(chǎn)PC、PVC為原料的瓶,需特殊訂貨)。工作原理
一步法注吹工藝的核心部件是一個三角轉(zhuǎn)盤,按120度旋轉(zhuǎn),芯棒安裝在轉(zhuǎn)盤的端面。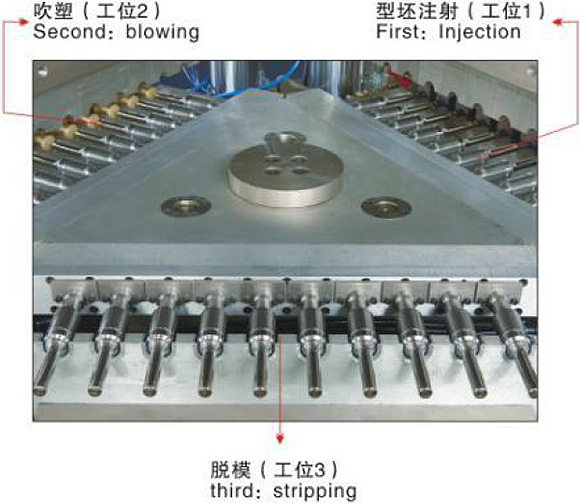
?工位1
塑性熔體在低注射壓力下射入型坯,并且瓶子頸部被精確成型。經(jīng)過適當(dāng)?shù)目刂坪螅>叽蜷_,芯棒連同型坯一起轉(zhuǎn)到工位2。?工位2
吹塑在該型腔,經(jīng)冷卻成型工位完成。(模具型腔決定瓶子的形狀和外觀)。型坯被從芯棒出來的空氣吹脹,緊貼模具,然后,模具打開,芯棒連同型坯一起轉(zhuǎn)到工位3。?工位3
在這工位完成脫模,然后就通過流水線進(jìn)行包裝或灌裝了,注射、吹塑、脫模三動作同時進(jìn)行,高效節(jié)能。機(jī)器特點(diǎn)
* 多腔生產(chǎn)。* 雙比例控制液壓系統(tǒng)。
* 三工位按120度布置,可同時注射、吹塑和脫模,生產(chǎn)效率高。
* 先進(jìn)的PID精密溫控系統(tǒng)。
* 采用德國、日本知名品牌液壓氣動元件。
* 采用知名品牌PLC控制系統(tǒng),整機(jī)操作簡單、方便。
* 原材料利用率高、成品率高、投資回報率高。
* 所有瓶頸、瓶口和螺紋精度高、密封性好。
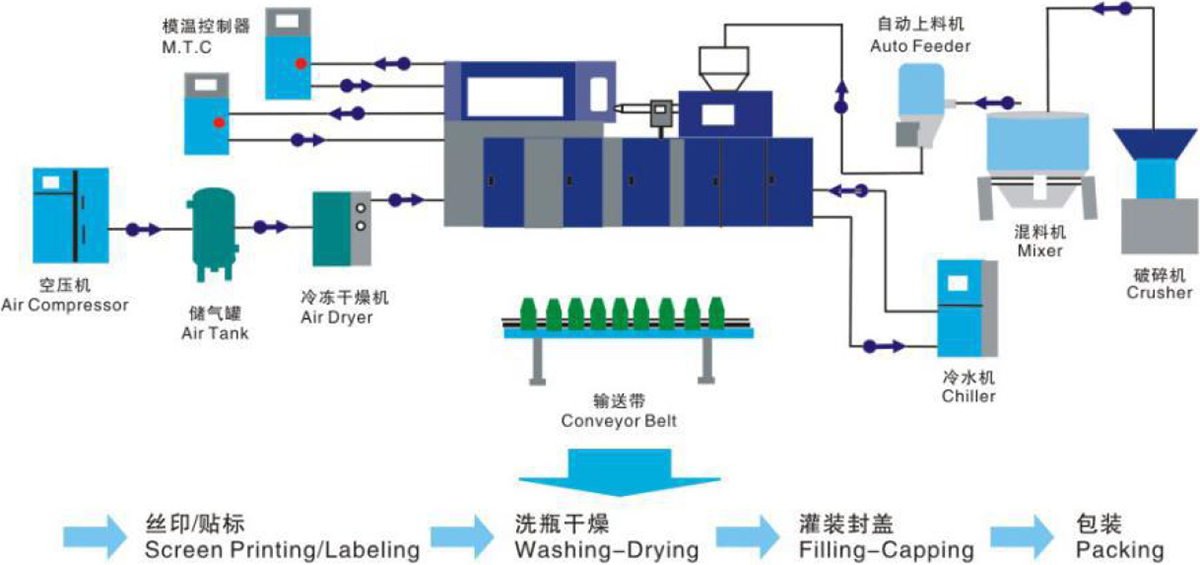
生產(chǎn)線組成
案客戶訂單要求制造成型設(shè)備
科力并非單純地批量制造設(shè)備。從千差萬別的產(chǎn)品形狀、用途到設(shè)備產(chǎn)量與成本關(guān)系,予以全面的分析之后,制造性能與其相符合的設(shè)備。完善的客戶服務(wù)
為開發(fā)最新的技術(shù)和產(chǎn)品,以適應(yīng)市場日益增加和日益多樣化的需求。在科力,我們朝氣蓬勃的團(tuán)隊正不分晝夜的工作著,我們不僅幫助客戶在他們的工廠中安裝機(jī)器和培訓(xùn)操作人員,而且提供完善的售前、售中、售后服務(wù)。注吹與擠吹的比較
| 序號 | 注吹 | 擠吹 |
| 1 | 瓶子重量變化約1% | 瓶子重量變化約3% |
| 2 | 壁厚均勻 | 壁厚變化10-20% |
| 3 | 無截坯扣 | 有截坯扣,并削弱瓶底強(qiáng)度 |
| 4 | 瓶底上凸性很好 | 因截坯口瓶底上凸性差 |
| 5 | 生產(chǎn)過程不產(chǎn)生肥料 | 20-40%的邊角料 |
| 6 | 不能成型壁厚很薄的產(chǎn)品 | 利用控制器可調(diào)節(jié)壁厚 |
| 7 | 生產(chǎn)時對環(huán)境的變化不敏感 | 需要更多的調(diào)整以維持正常 |
| 8 | 腔數(shù)多、產(chǎn)量高、瓶口平 | 腔數(shù)較少、產(chǎn)量低、瓶口不平整 |
| 9 | 模具壽命較長,適合長期生產(chǎn)價格高 | 模具壽命短,適合短期生產(chǎn)價格低 |
| 10 | 系統(tǒng)緊湊,占地少 | 輔機(jī)多,占地多 |
| 11 | 較難成型橢圓形產(chǎn)品 | 較易成型 |
輔機(jī)設(shè)備


